Спінений ПВХ є одним із найпопулярніших пластиків, що використовуються в рекламі. Це пов’язано з такими його властивостями як якість поверхні, поєднання жорсткості, легкості, які досягаються завдяки його спіненій структурі. Спінені ПВХ листи отримали таку назву через пористу внутрішні структури, яку спеціально отримують при екструзійному виробництві листів. Спінений листовий ПВХ є термопластичний матеріал, що складається з комплексу компонентів.
1. Обробка спіненого ПВХ на верстатах
Листи SIMOPOR та SIMOPOR-LIGHT легко обробляються на верстатах шляхом стружкоутворення. Дані розпилювання і свердління приблизно такі ж, як у стандартного жорсткого ПВХ.
Розпилювання (стрічковою, дисковою пилкою)
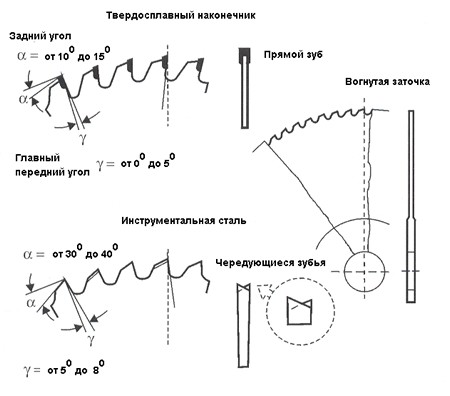
Для циркулярних пилок рекомендується використання чергується геометрії зубів (плоский зуб – трапецієподібний зуб).
| Головний передній кут γ | 0-5o HM 5-8o SS |
|---|---|
| Крок зуба, мм | 2-8 |
| Швидкість різання, м/хв | до 4000 (дискова пилка) до 2000 (стрічкова пилка) |
| Подача аркуша | 0,1 – 0,3 мм/обіг |
| (*) HM – для пилки з твердосплавним наконечником (**) SS – для пилки з інструментальної сталі | |
Для забезпечення чистих країв різу та щоб уникнути руйнування краю, необхідно зміцнювати лист, щоб він не піддавався вібрації. Це особливо важливо для тонкого матеріалу завтовшки до 3мм.
При розпилюванні лобзиком використовуйте лише нерозведені пилки. Ручна подача матеріалу має бути з постійною повільною швидкістю.
Свердління
При глибині отвору понад 5 х d (діаметр отвору) рекомендується виймати свердло з отвору для видалення стружки.
При діаметрі отвору більше 10мм рекомендується попереднє свердління меншим діаметром. Отвори діаметром понад 20мм доцільно свердлити свердлами з подвійними різцями та спрямовуючими цапфами, а отвори діаметром понад 40мм – кільцевими свердлами.
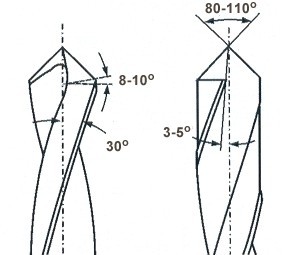
| Задній кут α | 8-10o |
|---|---|
| Кут гвинта β | 30o |
| Передній кут (схід стружки) γ | 3-5o |
| Кут між ріжучими кромками | 80-110o |
| Швидкість різання | 30-80 м/хв |
| Подача свердла | 0,1-0,5 мм/оборот |
2. Надання форми
різання гільйотинними ножицями
SIMOPOR можна різати як на автоматичній, так і ручній гільйотині. Листи завтовшки до 3 мм повинні мати температуру матеріалу ~ 20-30 o C . Для листів SIMOPOR (від 3 мм і вище) та SIMOPOR – LIGHT (від 6 мм і вище) рекомендується використання профілів ножів (напр., Korn – Sallmetall GmbH , 42781 Haan – Gruiten ). У разі різка гільйотинними ножицями не рекомендується, т.к. при зазначених товщинах лист розплющується через спінені текстури.
Перфорування
Найбільш зручними інструментами вважаються ті, що мають форми верхнього та нижнього штампів. Можна використовувати дірокол, але він має бути гострим.
Якість кромки різу залежить як від гостроти інструменту, так і від товщини листа. Працюючи з тонкими (до 3 мм) листами різ виходить гостріше, ніж у листах товщиною до 6 мм. Як і при різанні гільйотинними ножицями, температура матеріалу повинна становити близько 20-30°C.
Досвід показує, що вирубні штампи із сталевих лінійок дають найкращі результати порівняно з іншими типами штампів.
Цвяхи та шурупи
SIMOPOR є дуже міцним матеріалом. Це дає можливість вставляти в нього цвяхи та шурупи без попередньої підготовки. Особливо підходять пластикові болти та кріплення.
Гнучка неконтактним нагріванням
У цьому процесі рекомендується нагрівати обидві сторони. Ширина зони нагріву повинна бути приблизно в 2-3 рази більша за ширину стінки і відстань між лампами і листом повинна бути підібрана до необхідного кута і радіусу згинання. При згинанні листів товщиною до 10 мм виходять хороші результати.
3. Зварювання
Дискове та високошвидкісне зварювальне сопло
Як робочий матеріал використовується прямокутний брус, виготовлений з SIMOPOR / SIMOPOR – LIGHT (вирізаний з листа).
| Повітряний потік | близько 40-45 літрів/хв |
|---|---|
| Температура | 340oC |
У місці зварювання нагрітим газом на поверхні SIMOPOR/SIMOPOR – LIGHT може з’явитися пожовтіння. Однак цей ефект негативно не впливає на механічні властивості шва.
Стикове зварювання нагрівальним інструментом
| Температура | 200-220oC |
|---|---|
| Притиск | 0,07 Н/мм2 |
| Тиск зварювання | 0,2 Н/мм2 |
| Фактор зварювання | 0,5 |
Кутове зварювання
| Оптимальна глибина проникнення | 0,75 товщини стінки |
|---|---|
| Температура | 200-220oC |
Важливо: короткі часові проміжки проникнення порівняно з суцільним ПВХ.
Гнучка неконтактним нагріванням
У цьому процесі рекомендується нагрівати обидві сторони. Ширина зони нагріву повинна бути приблизно в 2-3 рази більша за ширину стінки і відстань між лампами і листом повинна бути підібрана до необхідного кута і радіусу згинання. При згинанні листів товщиною до 10 мм виходять хороші результати.
Також дивіться розділ “Методики зварювання термопластичних полімерів”.
4. Склеювання
SIMOPOR/ SIMOPOR-LIGHT склеюються так само ефективно, як і інші матеріали виробництва SIMONA: PVC-CAW, PVC-MZ, PVC-HSV, PVC-D, PVC-GLAS.
Клеї для ПВХ виробляють високоміцні з’єднання завдяки високій полярності полімеру. Однак, завжди слід звертати увагу на інструкцію виробника адгезивів щодо підготовки поверхонь для з’єднання. Поверхні, що з’єднуються, повинні бути завжди очищені від пилу, масел або жирів. Для очищення слід використовувати стандартні метильовані спирти, але не агресивні сольвенти (наприклад, MEK).
Можуть використовуватися такі клеї:
Клея на солвентній основі
Зазвичай на основі тетрагідрофурану або метиленхлориду. Клеї на солвентній основі підходять лише для з’єднань SIMOPOR/ SIMOPOR-LIGHT та інших ПВХ матеріалів. Вони є не пігментовані, так і у формі з білим пігментом для візуального поліпшення клейового з’єднання. (Наприклад, Cosmofen компанії Weiss).
Контактні клеї
Найчастіше на основі поліхлорпрену, нітрилової гуми або інших синтетичних гум. Контактні клею ідеально підходять для рівних поверхонь, навіть для склеювання з іншими матеріалами, такими як дерево за умови помірного механічного або термічного навантаження.
Двокомпонентні реакційні клеї
Головним чином на основі епоксидної гуми (ЕР), ПММА або PUR. Двокомпонентні клеї на основі PUR міцніші, ніж на основі ЕР або ПММА і виконують високоміцне з’єднання. Цей тип клею є ідеальним для з’єднання SIMOPOR/ SIMOPOR-LIGHT з різними типами матеріалів, такими як камінь, метал, кераміка, дерево та ін.
Однокомпонентні реакційні клеї
Зазвичай на основі ціаноакрилату (напр., миттєві адгезиви). Ці адгезиви виконують з’єднання, яке досягає своєї найвищої сили протягом дуже короткого проміжку часу.
Клеючі плівки
Клеючі плівки без основи, виготовлені з дисперсійних клеїв, рекомендуються для ламінування SIMOPOR/ SIMOPOR-LIGHT з фотографічним папером, постерами та ін. (див. розділ “Самокліючі плівки MACtac”).
Двосторонні самоклеючі стрічки (скотчі)
Скотчі забезпечують з’єднання відносно невеликої міцності і використовуються, головним чином, для складальних робіт або для плоских з’єднань без механічної та термічної напруги. (Див. стрічки Lohmann).
5. Вакуумне формування
Листи SIMOPOR/ SIMOPOR-LIGHT можна використовувати для переробки на всіх сучасних вакуум-формувальних машинах.
У аркуші 3 мм і вище рекомендується, щоб обидві сторони були нагріті. Це скорочує час нагрівання та гарантує рівне нагрівання в поперечному перерізі. У процесі нагрівання лист повинен підтримуватись стисненим повітрям. Термоформувальна машина має бути захищена від протягів.
Приблизні дані щодо нагрівання SIMOPOR/ SIMOPOR-LIGHT:
| Термоформувальна машина | Потужність верхнього та нижнього нагрівачів | ~20 кВ/м2 |
| Положення потужності нагрівача | 75% | |
| Відстань між листом та нагрівачем | ~200 мм | |
| Температура формування матеріалу | ~160 – макс. 170o C | |
| Час нагрівання | для стінки завтовшки 3 мм | ~38 сек. |
| для стінки завтовшки 6-10 мм | ~65 сек. |
Для більших товщин стінок рекомендується, щоб листи були попередньо нагріті в печі до 60o C (короткий час циклу, уникнення змін кольору).
Порівняно з PVC-CAW (листи неспіненого ПВХ) час нагрівання SIMOPOR/ SIMOPOR-LIGHT приблизно на 40% менше.
Інструмент
Інструмент повинен бути виконаний з того ж матеріалу, що і той, який застосовується при роботі з іншими пластиками, що термоформуються. Вакуумні канали повинні мати діаметр ≤ 1мм.
У разі спіненого матеріалу із закритою поверхнею (як для SIMOPOR) існує ризик руйнування поверхні під час термоформувального процесу. Щоб уникнути цього, слід чітко дотримуватися наступних правил:
- – Коефіцієнт розтягування поверхні в межах від 1:1,5 до максимум 1:2
- – Радіуси вигину країв щонайменше в 3-5 разів більші за товщину листа
- – Температура форми близько 50o C
Термоформування SIMOPOR/ SIMOPOR-LIGHT можливе методами позитивного та негативного формування. При позитивному формуванні можна досягти більш рівного розподілу товщини стіни, т.к. тут можна заздалегідь розтягнути нагрітий лист. При цьому важливо переконатися, що форма має зменшення поперечного перерізу близько 5o для забезпечення можливості нормального зняття готового виробу з форми.
Також дивіться розділ “Методики формування термопластичних полімерів”.
6. Обробка поверхні
Друк
Друк на SIMOPOR/ SIMOPOR-LIGHT може здійснюватися ПВХ – сумісними друкованими фарбами тими самими методами, які застосовуються суцільного жорсткого ПВХ. Найчастіше використовується шовкотрафаретний спосіб друку.
Перед печаткою поверхня має бути очищена та знежирена.
Листи SIMOPOR/ SIMOPOR-LIGHT були тестовані на придатність для друкування, у тому числі на адгезію фарб та стійкість до стирання, провідними виробниками фарб для трафаретного друку. Однак, через мінливі вимоги в сучасному трафаретному друку, отримані позитивні результати не означають, що замовнику не слід проводити власні випробування. На SIMOPOR/ SIMOPOR-LIGHT можна друкувати «новими» способами (наприклад, цифровий друк солвентним або УФ-чорнилом, друк термопереносом).
Локування
Адгезія лаків із SIMOPOR/ SIMOPOR-LIGHT чудова. Слід використовувати лаки на ПВХ-, акриловій або PUR основі із застосуванням усіх існуючих способів нанесення.
Покриття
SIMOPOR/ SIMOPOR-LIGHT можуть бути покриті самоклеючою, декоративною або іншою плівкою, виготовленою з різних матеріалів.
7. Зовнішнє використання
Стійкість при зовнішньому використанні
Листи SIMOPOR, SIMOPOR LIGHT, PVC-Z та COPLAST стабілізовані для зовнішнього використання. При цьому вони не містять шкідливих стабілізаторів, зокрема кадмію та свинцю. У кліматичних зонах центральної Європи матеріали успішно використовуються поза приміщеннями протягом багатьох років. Білі листи практично не вицвітають під дією ультрафіолету. У південних регіонах застосування матеріалу має обмеження через високу сонячну активність.
Вплив кольору
Листи темного кольору (забарвлені або з нанесеною плівкою) поглинають набагато більше тепла, ніж світлі листи, що обмежує їхнє зовнішнє використання. Наприклад, у районах Центральної Європи температура темного аркуша може досягати значень у 2 рази вище за температуру навколишнього повітря. На графіці нижче наведено залежність температури листа в спекотний літній день від часу доби для різних кольорів поверхні. Добре видно, що чим темніший лист, тим вища його температура.
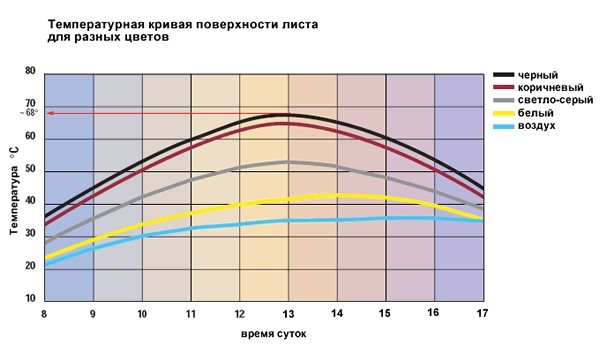
Таким чином, листи спіненого ПВХ, що використовуються на вулиці, повинні мати світлі відтінки. Світлі вироби мають такі переваги:
- – Нижча температура аркуша
- – Найменше термальне розширення
- – Вище термін служби
Зміна лінійних розмірів
При зовнішньому використанні листи ПВХ зазнають значних перепадів температури і істотно змінюють свої лінійні розміри, оскільки ПВХ має порівняно високий коефіцієнт теплового розширення α = 0,08 мм/(м х oС).ΔL = L x α x Δt, мм,
де ΔL – зміна довжини аркуша, мм; L – довжина листа, м; Δt – перепад температури поверхні листа, oС (як було зазначено вище, температура поверхні багато в чому залежить від кольору листа і може значно відрізнятися від температури повітря).
Приклад:
Аркуш білого кольору формату 1 х 3 метри. Мінімальна температура поверхні взимку -20°С. Максимальна температура поверхні влітку +45°С. Різниця температур 65°С.
Зміна довжини ΔL = L x α x Δt = 3 х 0,08 х 65 = 15,6 мм.
Зміна ширини ΔL = L x α x Δt = 1 х 0,08 х 65 = 5,2 мм.
Базова температура, яка береться для розрахунків, – це температура, за якої відбувається монтаж виробу. Підвищення температури веде до розширення листа, зменшення – до стиску.
Кріплення
Зміна лінійних розмірів листів ПВХ необхідно враховувати при їх кріпленні. Зокрема, задня вентиляція листів знижує поглинання ними тепла та відповідне теплове розширення. При кріпленні до стін необхідно передбачити простір для вентиляції не менше 2-4 см глибиною. Необхідний простір можна реалізувати, наприклад, за допомогою рейкової системи.
При конструюванні великих рекламних щитів рекомендується використовувати COPLAST завтовшки 10-19мм.
Свободностоящие конструкції повинні посилюватися для опору вітровим навантаженням.
Вивіски, які закріплені шляхом підвішування, рекомендується посилювати по краях, наприклад, металевим U – образним профілем, для компенсації невеликої напруги, що виникає в процесі екструзії.
Фіксація гвинтами
При кріпленні гвинтами важливо забезпечити, щоб лист мав можливість збільшуватися та зменшуватись у розмірах при зміні температури. Для цього в листі просвердлюються круглі або поздовжні отвори з компенсуючими зазорами.
Рекомендується використовувати гвинти із напівкруглою головкою. Гвинти з потайною голівкою використовувати не можна. Необхідно використовувати досить великі шайби, щоб гвинт не провалювався у збільшений отвір.
При кріпленні листів ПВХ усередині приміщень достатньо забезпечити діаметр отвору на 1-2 мм більше за діаметр гвинта.
Розрахунки кріплення гвинтами
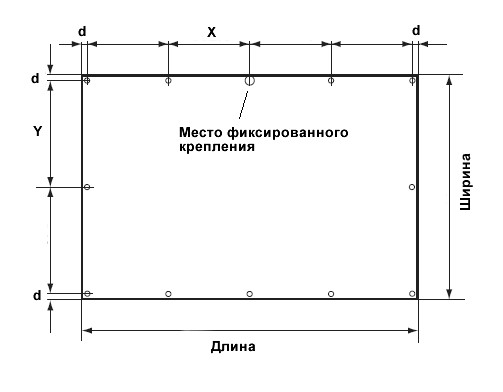
При розрахунку розмірів отворів та місць їх розташування при кріпленні гвинтами необхідно враховувати таке:
- 1. Відстань між гвинтами кріплення (X,Y) вибираються в залежності від товщини листа згідно таблиці:
- 2. Відстань d від центру отвору до краю аркуша повинна бути в 2,5 рази більша за діаметр отвору.
- 3. У місці фіксованого кріплення діаметр отвору = «діаметр стрижня гвинта» + 2 мм. При діаметрі стрижня 5 мм діаметр фіксованого отвору = 7 мм.
- 4. У місцях кріплення, що дозволяють тепловий рух листа, використовуються круглі отвори (при довжині листа до 1,5 м) або поздовжні отвори (при довжині листа понад 1,5 м).
- 5. Діаметр круглих отворів = «діаметр стрижня гвинта» + «теплова зміна довжини листа»/2. (Поділ на 2 використовується, оскільки рух матеріалу ділиться навпіл у двох напрямках від місця фіксованого кріплення). Наприклад, при діаметрі стрижня 5 мм та довжині білого листа 1 м (див. приклад розрахунку вище) діаметр отвору = 5 + 5,2/2 = 5+2,6 ≈ 8 мм.
- 6. Розміри поздовжніх отворів визначаються в такий спосіб. Довга сторона отвору (параметр b) розташовується вздовж напрямку екструзії матеріалу. Розширення матеріалу перпендикулярно до напрямку екструзії менш виражено. Тому параметр a при ширині листа до 1 м може бути вибраний за формулою “діаметр стрижня гвинта” + 3 мм. Параметр b = “діаметр стрижня гвинта” + “теплова зміна довжини листа”/2. При форматі білого листа 1х3 метра та діаметрі гвинта 5 мм параметр а = 5+3 = 8 мм, параметр b = 5+15,6/2 ≈ 13 мм.
| Товщина аркуша | Відстань між гвинтовими з’єднаннями |
|---|---|
| 2 мм | ≈ 150 – 200 мм |
| 3 мм | ≈ 200 – 300 мм |
| 4 мм | ≈ 400 – 500 мм |
| понад 4 мм | ≈ 500 мм |
Фіксація профільними системами
Кріплення листів спіненого ПВХ можливе за допомогою металевих U-подібних профілів. Подібна система дуже підходить для монтажу великих фасадних вивісок. При цьому способі фіксації необхідно враховувати ефект теплової зміни розмірів листа і організовувати задню вентиляцію.